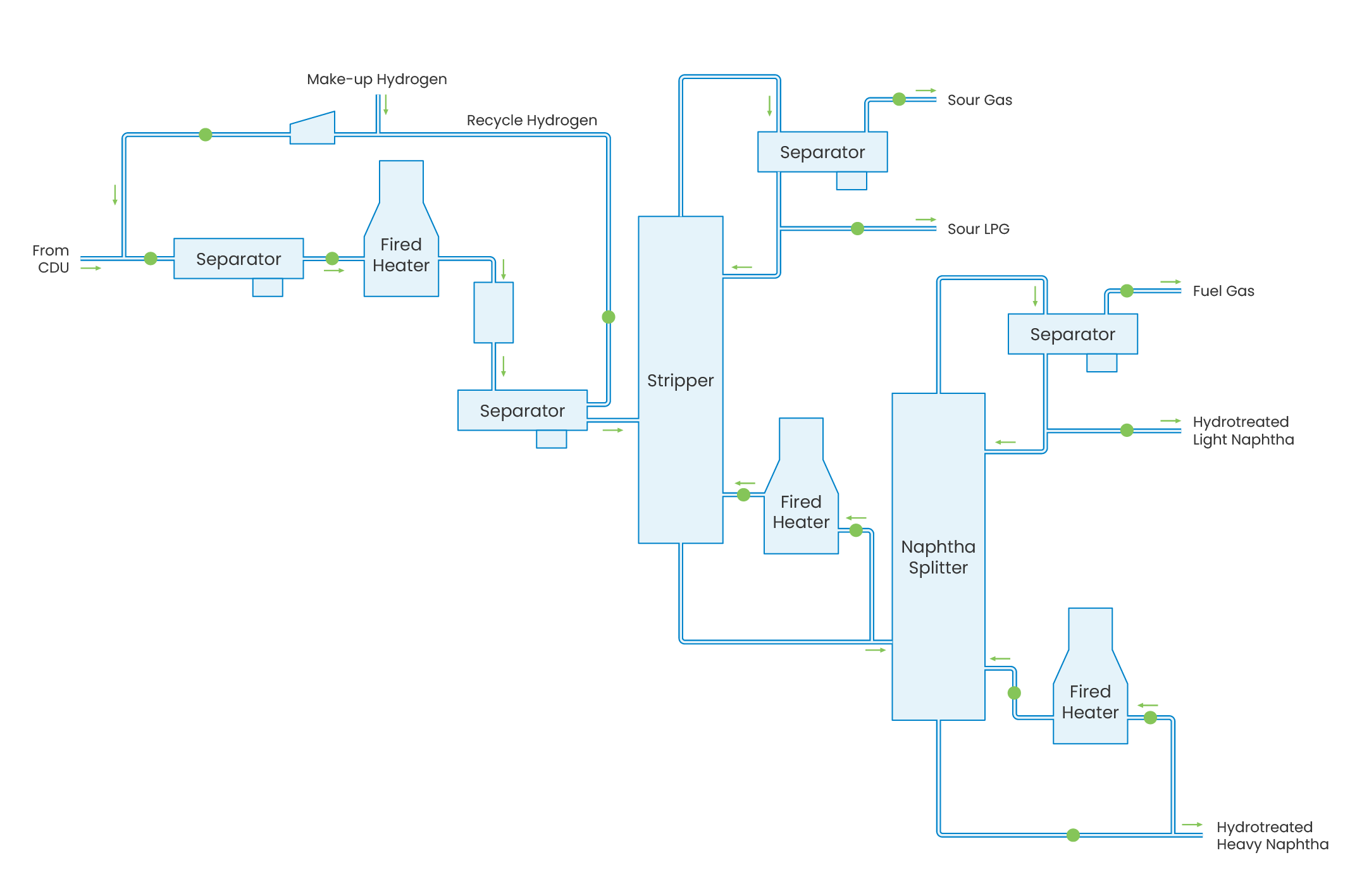
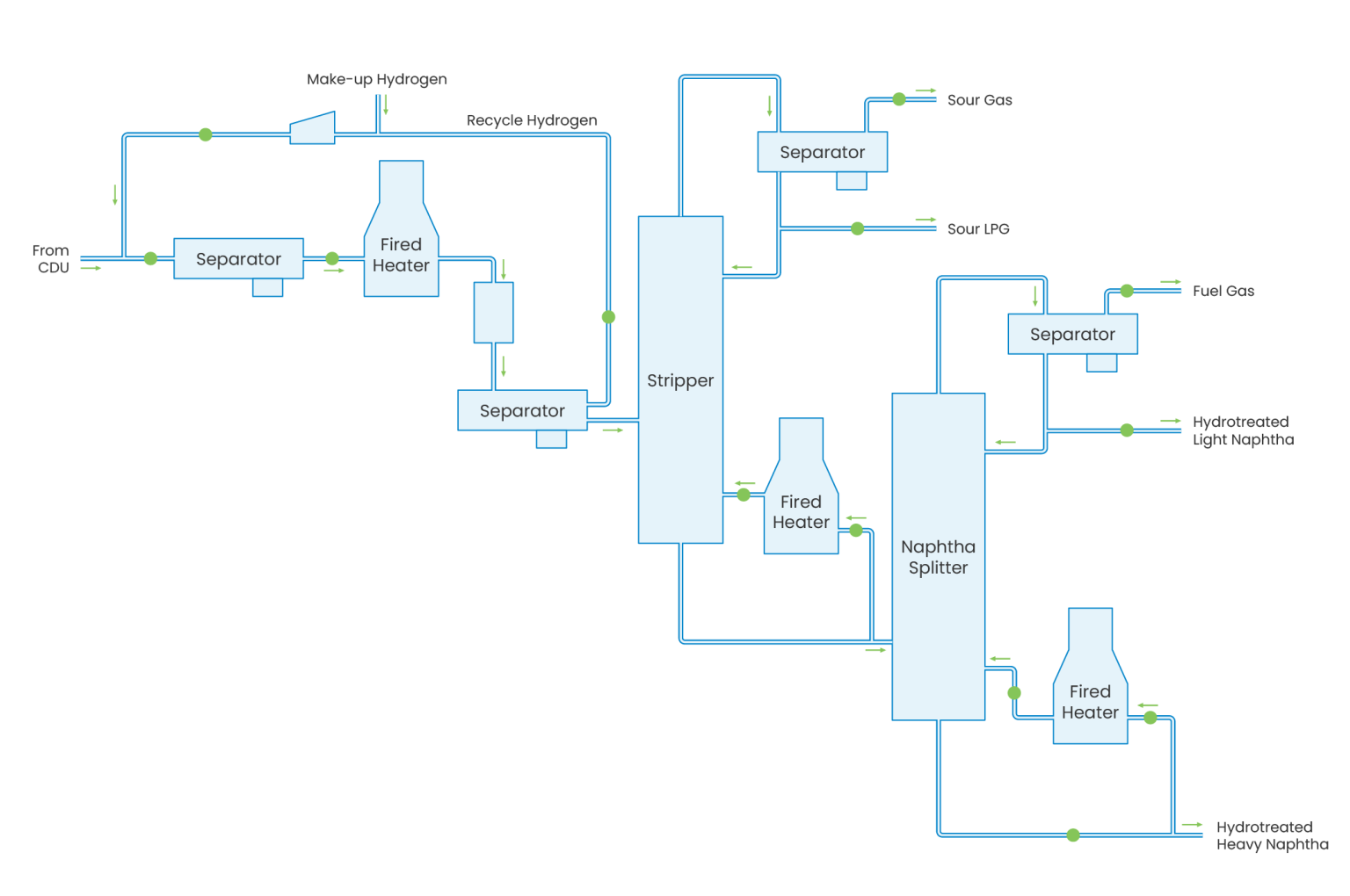
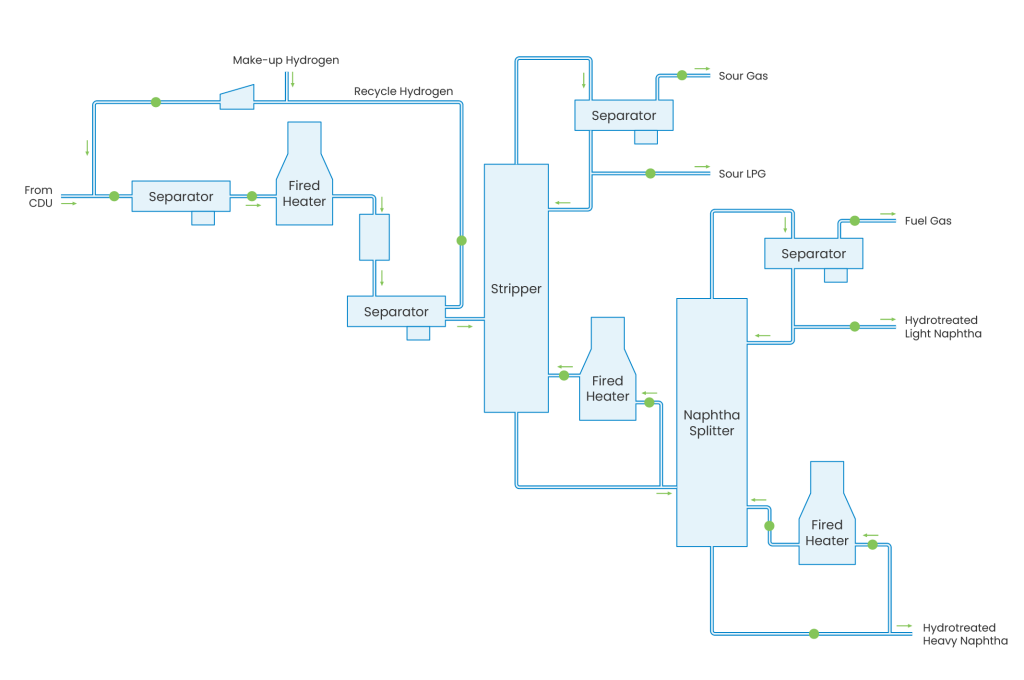
Full range naphtha is treated in the Naphtha Hydrotreater (NHT) followed by separation in a Naphtha Splitter. This will produce treated light naphtha for the light Naphtha Isomerisation unit and control sulphur and nitrogen in the heavy naphtha to prevent poisoning of catalysts in the downstream Reforming unit.
The feed naphtha is mixed with a hydrogen-rich recycle gas stream and fed to the feed-effluent exchanger and fired charge heater. The reactor effluent mixture is then cooled and the vapour, hydrocarbon liquid and sour water are separated in the product separator. The vapour and sour water pass to the recycle gas compressor and sour water stripper respectively while the hydrocarbon liquid from the separator is preheated and fed to the stripper column.
The net overhead vapour and sour LPG from the stripper column is sent to the saturated gas plant while the net bottoms (unstabilised naphtha) from the stripper column are cooled and then sent to the Naphtha Splitter (NS) where C6 and lighter hydrocarbons are removed as an overhead liquid light naphtha product resulting in a splitter bottoms of stabilised naphtha to be fed to downstream units. The C6 hydrocarbon split is managed to minimise the benzene precursors in the feed to the Reformer. This ultimately is a route to controlling benzene in the reformate which is important to meeting the final gasoline product specification.
top
Inactive
Tailored analytical solutions
for Southeast Asia’s industries.
Inactive
Solving analytical challenges
in every industry,
every day.